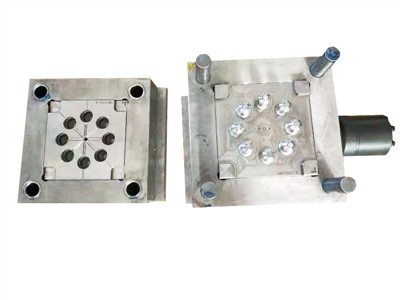
Miért szakadnak el a fémbélyegző alkatrészek?
A fémbélyegző alkatrészek gyakori szakadási és ferde formái. A középső védőfelületi konzol bélyegzési folyamata: blankolás és lyukasztás-lyukasztás bemetszés-peremezés alakítás-metszés-karima. A középső védőfelületi konzol kialakítása során a szakadásnak és ferdeségnek számos formája van. A szakadó részek elsősorban a munkadarab furatmintájánál, az R ív pedig az oldalfal sarkánál és a falnyak találkozásánál stb. oszlanak el, a sajtolás és a gyártás következtében A folyamatkörülmények különbsége, a minden törött rész más. A szakadás lehet egyszeri képződő szakadás, vagy kifáradási repedések, azaz láthatatlan repedések kialakulása miatti szakadás.
Ok elemzése: A telephely aktuális helyzete szerint az alkatrész szakadási helyzetének, törési alakjának és zúzódási fokának vizsgálatával úgy véljük, hogy az alkatrész szakadási és ferdeségi viselkedése elsősorban a peremképzési folyamatban tükröződik. Ennek a folyamatnak az okai a következők:
1. Az alakítási folyamat paraméterei nincsenek a helyükön. Az alkatrész alakítása során a folyamat megköveteli, hogy a szerszám, a présmag és a két alkatrész szorosan egymáshoz kapcsolódjanak, és a lemezanyag képlékeny alakváltozása a szerszámgép lecsúszásakor kényszerüljön. Alakított. Azonban az olyan hátrányok miatt, mint a sajtolt alkatrészek instabil minősége, azt mutatja, hogy a szerszámgép nyomása a gyártási folyamat során kiegyensúlyozatlan nyomásingadozási állapotban van. Ennek fő oka, hogy a megmunkáló technikusok ebben a szakaszban nem állítottak be időben a szerszámgép nyomását a folyamatmegjelölés követelményei szerint, vagy nem közölték egymással a gépnyomás-stabilitási információkat az egyes műszakok átadása során, ami az alkatrészek rossz minőségét eredményezi. Stabilizálni.
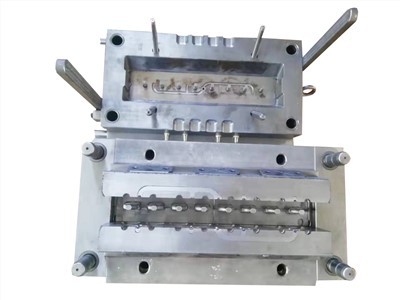
2. A peremformázó forma kialakításának hibái. Az öntőforma meg van osztva a két üregű forma bal és jobb oldali részére. Mert ennek a folyamatnak nem csak a peremezés, hanem az alakformáló tartalom is a tartalma. Ezenkívül az alkatrészek különösen összetettek, az ívelt felület keskeny, a formázási követelmények homorúak. Az öntőforma présanyag-magja összhangban van az alakító felülettel stb., ami a formaszerkezet állapotának nagy alakítási löketét és kis préselési területet eredményez. A kezdeti formatervezésnél a tervező csak a kis zárófelület jellemzőjét vette figyelembe, de figyelmen kívül hagyta a zárómag vezető csúszó löketét.